
 15895046664
15895046664 
 全国服务热线
全国服务热线深度解析医药行业废气处理工程案例:攻克污染难题,守护生态环境
在医药行业蓬勃发展的当下,废气排放带来的环境问题愈发凸显。医药生产工艺复杂多样,涉及化学合成、发酵、提取、制剂等多个环节,每一步都可能成为废气的产生源头。这些废气成分复杂,不仅包含挥发性有机化合物(VOCs),如乙醇、丙酮、二氯甲烷等,还可能有酸性或碱性气体、含硫含氮恶臭气体以及颗粒物等。若未经有效处理直接排放,将对周边大气环境、土壤、水体及居民健康造成严重威胁。为了更直观地了解医药行业废气处理的实际操作与成效,下面将通过几个典型案例展开深入剖析。
案例一:大型化学合成制药企业废气综合治理项目
企业背景与废气状况
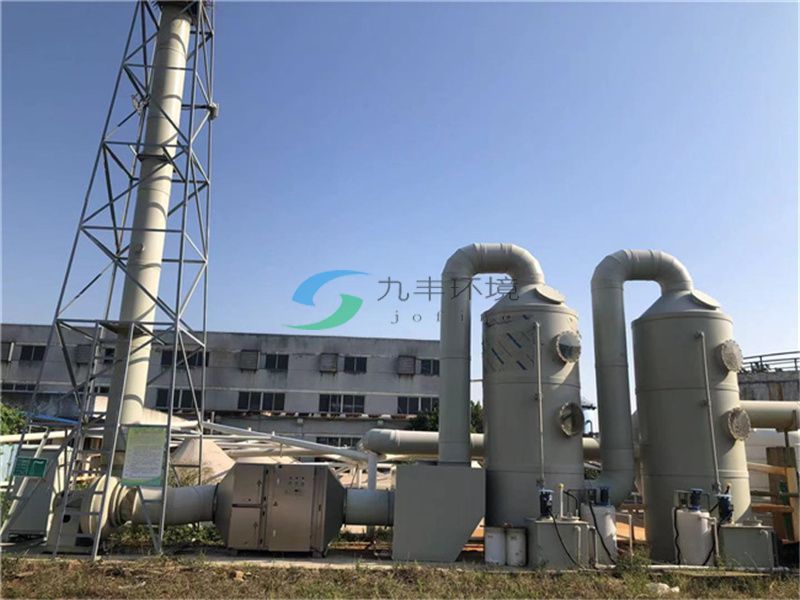
该企业坐落于 江苏无锡,专注于抗生素、心脑血管药物等化学合成药品的生产。其生产车间规模庞大,生产设备众多且运转频繁。在化学合成反应过程中,大量有机溶剂被使用,导致废气排放问题严峻。废气主要来源于反应釜、蒸馏塔、储罐等设备,排放风量高达 50,000 Nm³/h。废气成分极为复杂,除了常见的乙醇(体积占比约 15%)、丙酮(约 10%)、二氯甲烷(约 8%)等 VOCs 外,还含有少量因反应不完全产生的酸性气体,如氯化氢(浓度约 50 ppm),以及具有刺鼻气味的含硫恶臭气体,如甲硫醇(浓度约 10 ppm)。这些废气具有排放量大、成分波动频繁、毒性强、易燃易爆等特性,对环境和生产安全构成双重威胁。
处理工艺详解
前处理阶段:
冷凝回收:鉴于废气中部分有机溶剂(如乙醇、二氯甲烷)具有较高的回收价值,且沸点相对较高,首先采用冷凝技术。通过高效冷凝器,将废气温度迅速降低至有机溶剂的沸点以下,使其由气态转变为液态,从而实现初步分离与回收。这一步骤不仅减少了后续处理设备的负荷,还能回收部分有价值的溶剂,降低生产成本。例如,在该环节,乙醇的回收率可达 60% 左右,二氯甲烷回收率约为 50%。
酸碱中和喷淋:针对废气中的酸性气体(如氯化氢),设置了专门的碱液喷淋塔。采用氢氧化钠溶液作为喷淋液,废气自下而上通过喷淋塔,与自上而下喷洒的碱液充分接触,发生中和反应,将酸性气体转化为无害的盐类物质。经过该阶段处理,氯化氢浓度可降低至 10 ppm 以下。
核心处理阶段:
活性炭吸附 - 脱附:经过前处理后的废气,虽然大部分高浓度污染物已被去除,但仍含有低浓度的 VOCs 和残留的异味物质。此时,将废气引入活性炭吸附塔。活性炭具有巨大的比表面积和丰富的微孔结构,能够有效吸附废气中的有机成分。当活性炭吸附饱和后,采用热空气脱附技术,将吸附在活性炭表面的有机物脱附出来,使活性炭得以再生循环使用。脱附后的高浓度有机废气则被引入后续的燃烧处理单元。在该项目中,活性炭吸附对 VOCs 的去除率可达 90% 以上。
催化燃烧:脱附后的高浓度有机废气进入催化燃烧装置。在催化剂的作用下,废气中的有机物在较低温度(通常为 250 - 350℃)下即可与氧气发生氧化反应,转化为二氧化碳和水。与传统的直接燃烧法相比,催化燃烧具有能耗低、反应温度低、安全性高、处理效率高等优点。该企业选用的催化剂对多种 VOCs 具有良好的催化活性,经过催化燃烧处理后,废气中 VOCs 的排放浓度远低于国家规定的排放标准,去除率达到 98% 以上。
后处理阶段:
生物除臭:尽管经过前面的处理步骤,废气中的大部分污染物已被去除,但仍可能残留一些异味物质,影响周边环境空气质量。为进一步改善空气质量,采用生物除臭技术。将废气通入生物滤池,滤池中填充有含有特定微生物菌群的滤料。废气中的异味物质在微生物的作用下,被分解为二氧化碳、水和其他无害物质,从而实现彻底除臭。经过生物除臭处理后,废气的异味得到显著改善,厂界臭气浓度符合国家相关标准要求。
处理成效与影响
经过该套废气处理系统的运行,企业废气排放得到了有效控制。根据环保部门的定期监测数据显示,废气中 VOCs 的排放浓度稳定在 30 mg/m³ 以下,氯化氢浓度低于 5 ppm,甲硫醇等恶臭气体几乎未检出,各项污染物排放指标均远低于国家和地方的排放标准。周边居民对空气质量的投诉大幅减少,企业的环保形象得到显著提升。同时,通过冷凝回收有机溶剂,企业每年可节约大量原材料采购成本,实现了环境效益与经济效益的双赢。该项目的成功实施,为同类型大型化学合成制药企业的废气治理提供了宝贵的借鉴经验,推动了整个行业在废气处理技术与管理方面的进步。

案例二:中药制药厂废气处理工程
企业背景与废气状况
这家位于河南的中药制药厂,主要从事中药提取物、中药饮片以及中成药的生产。在中药提取和干燥过程中,会产生大量废气。其废气排放风量约为 20,000 Nm³/h。废气成分主要包括在提取工序中使用的乙醇(体积占比约 20%)等有机溶剂挥发产生的有机废气,以及在干燥过程中因药材中含有的挥发性成分释放而产生的异味气体。这些废气具有浓度较高、异味明显、排放时段集中等特点,对厂区周边环境和员工工作环境造成较大影响。
处理工艺详解
冷凝 - 回收:由于乙醇在废气中占比较高且具有回收利用价值,首先采用冷凝工艺。通过多级冷凝器,逐步降低废气温度,使乙醇蒸汽冷凝成液态。冷凝后的乙醇经收集、精馏等后续处理后,可重新回用于生产过程。该环节乙醇的回收率可达 70% 左右,有效降低了生产成本。
活性炭吸附:经过冷凝回收后的废气中,仍残留有一定量的低浓度有机废气和异味成分。为进一步净化废气,将其引入活性炭吸附塔。活性炭对有机废气和异味物质具有良好的吸附性能,经过吸附处理后,废气中的有机污染物浓度大幅降低,异味明显减轻。
光催化氧化:为确保废气能够稳定达标排放,在活性炭吸附后增加光催化氧化装置。利用特定波长的紫外线照射废气,激发废气中的有机物分子,使其与空气中的氧气发生氧化反应,分解为二氧化碳和水等小分子物质。光催化氧化技术具有处理效率高、反应条件温和、无二次污染等优点,能够有效去除活性炭吸附后残留的微量有机污染物,使废气排放更加清洁。
通风换气系统优化:除了上述废气处理设备外,企业还对车间的通风换气系统进行了全面优化。合理增加通风口数量和位置,提高通风换气频率,确保车间内废气能够及时排出,减少废气在车间内的积聚,改善员工的工作环境。
处理成效与影响
通过实施这套废气处理方案,中药制药厂的废气排放得到了显著改善。经检测,处理后的废气中乙醇等有机废气的排放浓度低于 50 mg/m³,异味得到有效控制,厂界臭气浓度符合国家相关标准。车间内空气质量明显提升,员工工作舒适度提高,工作效率也相应提升。企业在满足环保要求的同时,通过回收乙醇降低了生产成本,实现了环保与经济的协调发展。该案例为中药制药行业的废气处理提供了具有针对性的解决方案,对于其他中药制药企业改善生产环境、实现绿色发展具有重要的参考意义。

案例三:生物制药企业废气处理项目
企业背景与废气状况
该生物制药企业位于浙江,主要从事生物疫苗、生物制剂的研发与生产。其废气主要来源于发酵罐、反应釜以及产品包装等环节。废气排放风量约为 30,000 Nm³/h。废气成分较为复杂,含有乙醇(体积占比约 12%)、丙酮(约 8%)等有机溶剂挥发产生的有机废气,以及因微生物发酵过程产生的含氮、含硫恶臭气体,如氨气(浓度约 80 ppm)、硫化氢(浓度约 20 ppm)等。这些废气具有排放点多、间歇性排放、成分波动大等特点,治理难度较大。
处理工艺详解
喷淋预处理:首先将废气引入喷淋塔,采用酸性喷淋液(如稀硫酸溶液)去除废气中的氨气等碱性气体。氨气与酸性喷淋液发生中和反应,生成盐类物质随喷淋液排出。同时,喷淋过程还能去除废气中的部分颗粒物和水溶性有机物,降低后续处理设备的负荷。经过喷淋预处理,氨气浓度可降低至 20 ppm 以下。
生物滤池除臭:经过喷淋预处理后的废气,进入生物滤池。生物滤池中填充有含有多种微生物菌群的滤料,这些微生物能够利用废气中的有机物、氨气、硫化氢等污染物作为营养源,进行生长代谢。在微生物的作用下,污染物被分解为二氧化碳、水、氮气等无害物质,从而实现废气的除臭和净化。生物滤池对恶臭气体的去除效果显著,硫化氢去除率可达 95% 以上,氨气去除率可达 90% 以上。
活性炭吸附 - 脱附:为进一步去除废气中残留的低浓度有机废气,采用活性炭吸附 - 脱附工艺。活性炭吸附饱和后,通过蒸汽脱附的方式将吸附在活性炭表面的有机物脱附出来,经冷凝回收后可作为危废处理或进一步资源化利用。活性炭吸附对有机废气的去除率可达 90% 以上,确保了废气中有机污染物的稳定达标排放。
深度净化与监测:在废气排放口处,设置了高效的除雾器和紫外线杀菌装置,进一步去除废气中的水雾和微生物,防止对周边环境造成二次污染。同时,安装了先进的在线监测设备,实时监测废气中的各项污染物浓度、风量、温度等参数,并将数据传输至企业环保管理系统和环保部门监管平台,实现了对废气排放的精准监控和科学管理。
处理成效与影响
经过该套废气处理系统的运行,生物制药企业的废气排放得到了有效控制。各项污染物排放指标均符合国家和地方的严格环保标准,厂区周边环境空气质量明显改善,居民投诉率大幅下降。企业通过实施废气处理项目,不仅履行了环保责任,提升了企业形象,还为生物制药行业的废气治理提供了可复制的成功经验。在技术创新方面,该项目结合生物处理、活性炭吸附等多种技术,针对生物制药废气的特点进行优化组合,为解决类似复杂废气处理问题提供了新的思路和方法,推动了整个生物制药行业在环保领域的技术进步。
医药行业废气处理的共性与要点
从上述三个案例可以看出,尽管不同类型的医药企业废气成分和特点有所差异,但在废气处理过程中仍存在一些共性与要点。首先,准确的废气成分分析是关键。只有全面了解废气中各种污染物的种类、浓度、排放规律等信息,才能针对性地选择合适的处理工艺和设备。其次,多种处理工艺的组合应用较为常见。单一的处理工艺往往难以满足医药行业复杂废气的治理要求,通常需要将冷凝、吸附、燃烧、生物处理等多种工艺有机结合,形成完整的处理系统,以实现对不同污染物的高效去除。再者,安全问题不容忽视。医药废气中常含有易燃易爆、有毒有害的物质,在处理过程中必须采取严格的安全措施,如设置阻火器、防爆装置、监测报警系统等,确保处理过程的安全可靠。此外,废气处理过程中的资源回收与循环利用也日益受到重视。通过冷凝回收有机溶剂等方式,不仅可以降低生产成本,还能减少资源浪费,实现经济与环境效益的最大化。最后,持续的监测与维护是保障废气处理系统稳定运行的重要手段。定期对处理设备进行检查、维护、保养,及时更换吸附剂、催化剂等耗材,同时利用在线监测设备实时掌握废气排放情况,以便根据实际运行状况对处理系统进行调整和优化。
医药行业废气处理是一项复杂而系统的工程,涉及到多学科知识和多种技术的综合应用。通过对典型案例的深入分析,我们可以看到,只要针对企业废气的具体特点,科学合理地选择处理工艺和设备,并加强运行管理与维护,医药行业完全能够实现废气的达标排放,在保护环境的同时实现自身的可持续发展。随着环保技术的不断进步和环保要求的日益严格,医药行业在废气处理领域将不断探索创新,为守护蓝天白云、建设美丽家园贡献力量。

